塑料焊接方法
1、热气焊
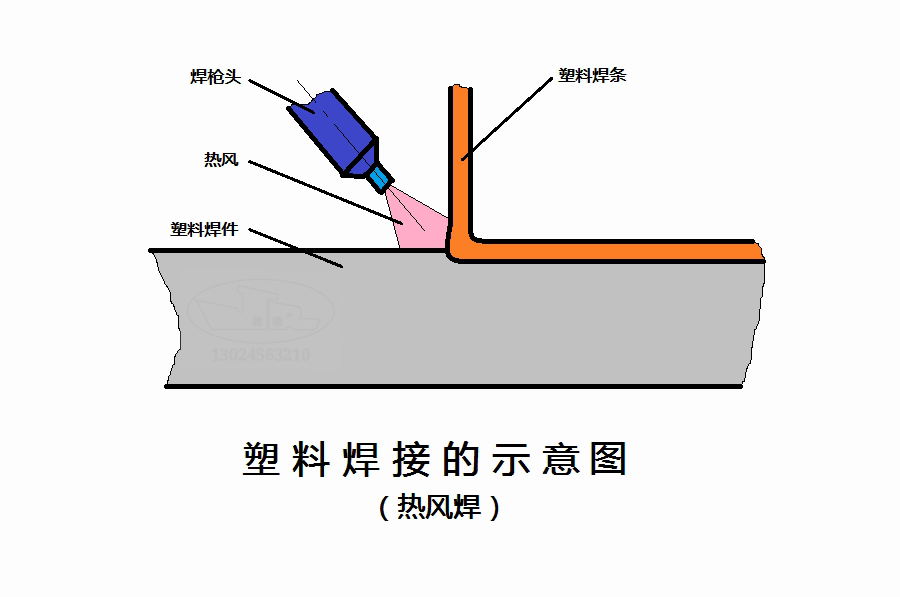
热气焊是利用焊枪喷出的热空气或氮气对塑料焊件和塑料焊条进行加热,使焊条填充到连接部位后加热连接表面,冷却后形成接头。热气焊在各种塑料焊接方法中,历史最长,应用最广,是“万能焊”。
焊接速度比较慢,需要焊枪、焊嘴、气源、填充焊条。其中焊条的截面形状有多种多样,常见是形状有圆形、矩形、绳形、D形、B形等,直径2~8mm。
热气焊有热气摆动焊、热气嵌入焊、热气搭接焊、热气挤塑焊。热气焊通常温度为200~400℃,流速15~70L/min。典型塑料品种热气焊的温度范围:PVC 210± ;PP 220±20;PMMA 250±10;PC 330±10;POM 230±10。具体准确温度要试焊测试后最终确定。
2、热工具焊
①热工具焊是利用高温表加热连接面,使之充分软化,施加适当压力并夹紧,冷却后实现致密连接。
②适用于热塑性材料,既可焊接塑料薄膜也可以焊接塑料厚板,连接速度快,一般在410s之间,接头强度高。接头附近可能存存应力。
③主要焊接型材等塑料件,需要具有一定面积的加热工具,如电烙铁、接有加热元件及控制的钢板、钢管,需要适当夹具。
3、电阻植入焊
①将导电的电阻材料放入焊接界面中,施加焊接压力并对电阻材料通过电流,将焊接界面上的塑料熔化,熔化的塑料相互润湿混台扩散,消除原来的宏观焊接界面形成焊缝,同时电阳材料被保存在最终的焊缝中。
②电阻植入焊的设备简单,容易操作。需要一定功率的加热电源和植入电阻材料。
③焊接接头残留电阻丝与塑料不相熔的材料,降低焊缝强度及耐腐蚀性。
4、超声波焊
①超声波焊是超声波通过被连接件,压接触表面发生相互摩擦,产生的热量将工件表面熔化。实现连接。
②适于热塑性材料,接头强度高,焊接速度快、自动化挂度高、焊缝美观。
③焊件尺寸及形状受到限制,应用面较窄,需要超声波焊接没备和相应夹具。
5、感应加热焊
①感应加热焊是利用电磁场对金属插入件进行加热,插入件附近的塑料被加热软化,冷却后形成接头。
②加热速度快母材受的影响较小。
③接头中易产生内应力,耐蚀性变差,需要使用高频发生器、加热线圈、金属插入件等。
④交变电磁场频率一般为3~10MHz。
6、摩擦焊
摩擦焊是利用连接表面相互摩擦生成的热量而实现连接的方法,摩擦焊包括三类:旋转摩擦焊、线性振动摩擦焊和搅拌摩擦焊。
①旋转摩擦焊,被连接件以很高的速度旋转,同时在轴向施加一定的压两个连接表面相互摩擦,停止旋转时,被连接件冷却并形成焊缝。适合于连接硬塑性塑料,连接速很快,被连接件应接近圆柱形,需旋转装置才能施焊。
②线性振动焊摩擦焊,又称振动焊,采用0.5~5MPa的焊接压力将塔接好的焊件压紧,然后一侧的焊件在夹具的带动下以1mm左右的振幅,100~500Hz左右的频率,在平行于焊接界面的方向振动,焊接界面在摩擦和粘性切应力的作用下温度逐渐升高到塑料的熔点以上,熔融的塑料被挤出,振动停止,熔融的焊缝在压力下凝固。可以焊接超声波焊难以焊接的大型塑料焊件;被焊件形状受到限制;需要专用振动焊接设备。
③搅拌摩擦焊,是利用轴待摩擦产生的热量使焊缝塑料进入塑性流动状态,并利用搅拌针搅拌焊缝进入塑性状态的材料,消除原来焊接界面并形成焊缝的焊接方法。只能用于热塑性塑料的焊搂,主要适用于大型厚板,接变形量小,设备原理简单,可靠性相对较高,适于批量生产以及焊接精度和外观质量相对较低场合。需要专用设备及复杂的工装夹具。
7、溶剂焊
①溶剂焊是用溶剂软化非结晶型的热塑性塑料,当溶剂完全耗尽、蒸发时完成连接;它是通过被焊塑料的溶解而实现连接。
②接头中含有一定量的母材成分时强度较高,溶剂应填满连接区域的空隙。这种方法不能用于PE、PP、氟塑料等。
③接头强度可以达到母材的强度,所需焊接设备简易,操作十分简单,成本低。
④焊接速度慢,需较长时间蒸发,有些溶剂有毒性,对人体有害,注意防护。
⑤所用工具主要有:注射针、擦試工具、浸泡用容器等;夹持工具、干燥装置;溶剂回收装置等。
8、激光焊
最常用的激光焊接形式被称为激光透射焊接,首先将两个待焊接塑料零部件加压力夹在一起,然后将一束短波红外区的激光定向到待粘结的部位。激光束通过上层透光材料,然后被下层材料吸收,激光能量被吸收后转换为热能,由于两层材料被压在一起。热能从吸收层传导到透光层上,使得两层材料熔化并结合。
①激光焊接是利用材料在原子水平上将激光的光子能转化为热能的原理进行焊接的方法。激光光子能被塑科中大量的碳原子亚接吸收,塑料从表面开始熔化然后加压冷却形成焊缝。
②其焊接速度快,焊接装置与塑料不接触,可焊接难以接近的部位。
④常用激光功率一般为50W/mm²,常用激光器:CO2激光器;YAG激光器;二极管激光器;2μ激光器。